Description
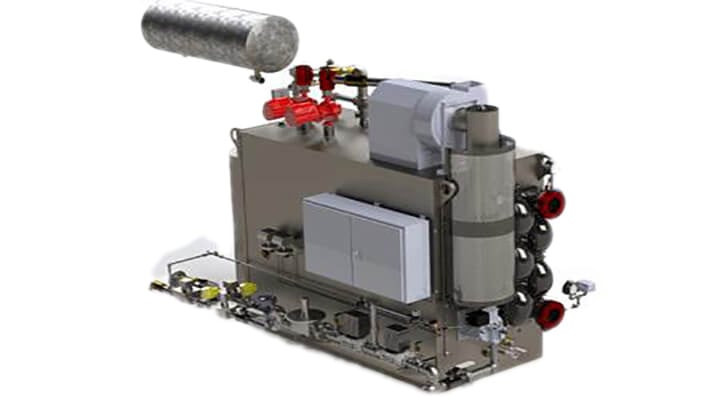
Envirex® combination heaters/heat exchangers and stand-alone biogas boilers are integrally designed to ensure safe and reliable operation for durable, long-lasting performance. Unlike conventional commercial and industrial boilers, the Envriex boiler is designed speciifcally for burning dirty biogas. These����� are the next generation of the well-known PFT®/and Envirex sludge heating products, for which Evoqua is the OEM.
The flame safeguard system and induced draf�������t fan������� eliminates the possibility of dangerous gas leaks. In addition, the induced draft design permits the burner to operate at a lower gas pressure, eliminating the need for gas booster pumps and optimizing the use of free digester gas. The rear return section, known as the water back, is guaranteed to last the life of the boiler unlike conventional return sections that utilize refractory, which require frequent replacement.
Advanced options are available for maximum efficiency and low e����missions requirements. A state of the art Honeywell combustion control system provides 24/7 monitoring and control to ensure maximum utilization of digester gas. A low emissions Honeywell/Maxon burner is also available����� to meet strict emissions requirements.
Envirex tube-in-tube heat exchangers are also available for applications where a facility already has a hot water source or is using a sepa������rate hot water boiler. The proven grooved piping system provides efficient heating or cooling of sludge with large return elbows to prevent clogging